











VASÚT SÍNEKHEZ KAPCSOLÓDÓ SZOLGÁLTATÁSOK



Az elmúlt évek számos befektetésének és a modern gépparkunknak köszönhetően a legjobb minőségű, érintkezés nélküli gyorsvasútakhoz készíttet síneket kínálhatjuk Ügyfeleinknek. A késztermék maximális hossza akár 360 m is lehet, melyet a beruházás helyszínére ki tudunk szállítani.
Az ajánlatunkban található folyamat teljesen automatizált, számítógéppel vezérelt, ennek köszönhetően a kivitelezés minősége jelentősen meghaladja a termithegesztés lehetőségeit.
SÍNEK ELEKTROMOS ELLENÁLLÁS-HEGESZTÉSE
Lengyelország legmodernebb sínhegesztő üzeme lehetővé teszi számunkra, hogy akár 360 m hosszúságú síneket is kiszállítsunk, amelyek 30-120 m-es szakaszokból készülnek. E speciális géppark lehetővé teszi a 2019. évi PN-EN 14587-1 szabvány és a 2013. november 12-i Id-112 Műszaki Feltételek követelményeinek megfelelő sínek kiszállítását.
Nézze meg, hogyan működik a sínhegesztési folyamat:
-
A sínek felrakodása az adagolóasztalra
A vasúti vagonokon szállított síneket raktárunkban kirakodjuk, majd az adagolóasztalra helyezzük. A ki- és berakodás speciális traverzekkel és állandó elektromágnesekkel felszerelt darukkal történik.
-
Sínek szállítása a hegesztőműhelybe
A síneket az adagolóasztalról automatikusan leveszik az adagolókocsik, majd elektromos hengerek segítségével a csarnokba szállítják, ahol a fő hegesztési folyamat zajlik.
-
Sínek felmelegítése
A síneket a hegesztésre szállító elektromos hengerekben van egy automatikus felmelegítést végző rendszer, így ha a hegesztendő sínek hőmérséklete 50°C alá csökken, a rendszer automatikusan bekapcsol.
-
Az érintkező felület tisztítása
A sínfejek, talpak, maga a felület automata kefével kerül megtisztításra a felületi szennyeződések eltávolítása érdekében. Ez a művelet nagyon fontos az elektróda és a sín közti megfelelő érintkezés szempontjából.
-
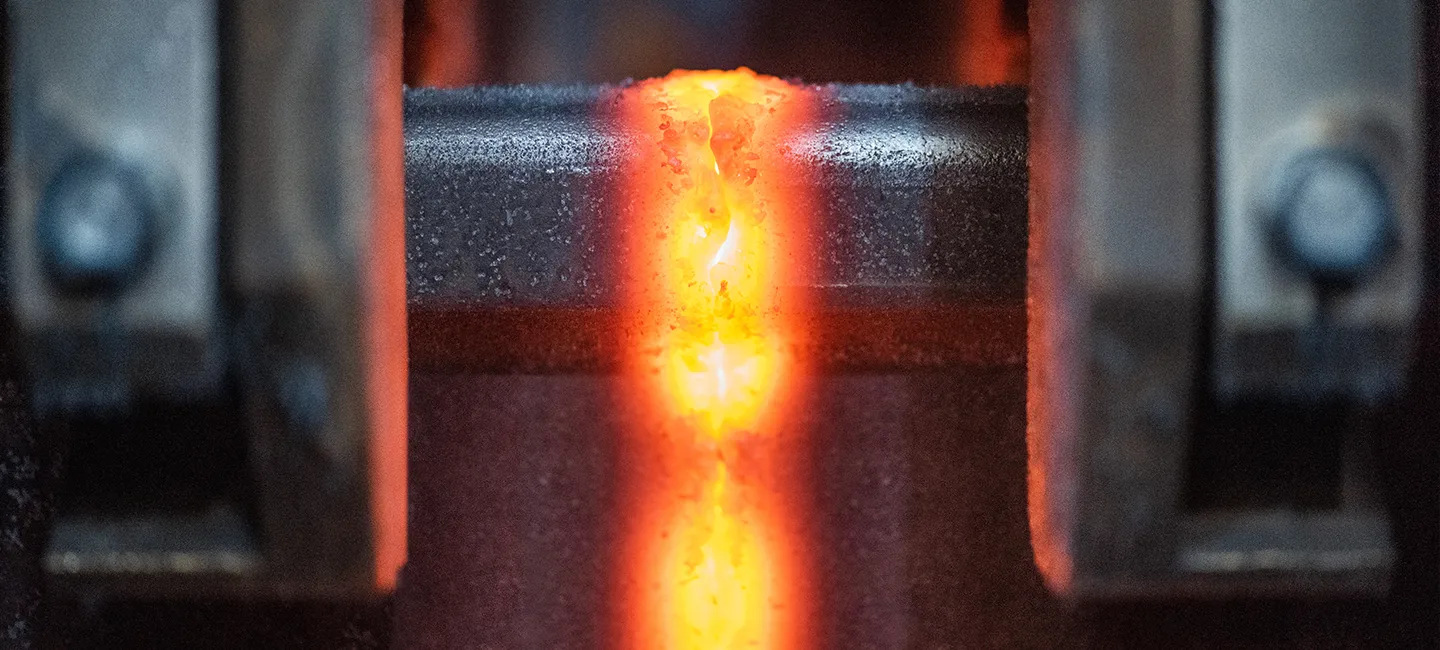
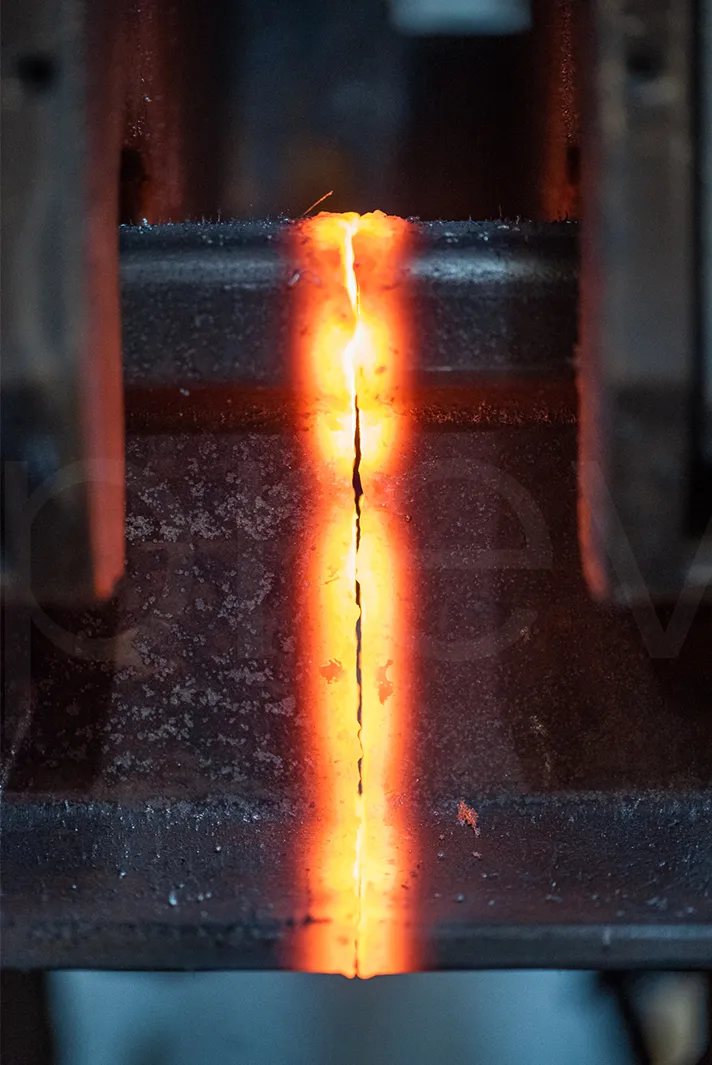
Elektromos ellenállás-hegesztés
A megtisztított sínek a hegesztőgépbe kerülnek, ahol elindul az automatikus hegesztési folyamat. Első lépésben a sínek összeigazítási folyamata zajlik le, melynek során beállítjuk a sínek egymáshoz viszonyított helyes helyzetét úgy, hogy a sínek magasságbeli eltérései a síntalp magasságába kerüljenek. A sínek összeigazítási folyamata után indul el a hegesztési folyamat a következő lépésekben:
- Elő szikráztatás - eltávolítja az oxidokat, kiigazítja az érintkezési felületet,
- Felmelegítés - a sínek vége kerül felmelegítésre a megfelelő mélységig,
- Végső szikráztatás - megtisztítja a sínek felületét az oxidoktól,
- Egyesítés - A felmelegített sínvégek nagyon gyors összenyomása, hogy összekapcsolódjanak, a megfelelő nyomóerőt meghatározott ideig fenntartva,
- A varratdudorok eltávolítása -az egyesítés során keletkező felesleges anyagot eltávolítjuk.
A hegesztési folyamat paramétereit a hegesztőgép kezelője automatikusan rögzíti és folyamatosan felügyeli. A teljes hegesztési folyamatot diagram formájában mutatjuk be, és bármikor kinyomtatható és bemutatható az ügyfélnek. -
Jelölés
Minden hegesztett "hosszú" sín egyedi számot kap, amely pneumatikus jelölővel a sín gerincére kerül rábélyegezésre. Ezen kívül minden hegesztési varrat megfelelő számmal van megjelölve. A bélyegzett számok lehetővé teszik a hegesztés és a teljes sín nyomon követését.
-
Varratok hűtése
A hegesztett és megjelölt síneket elektromos hengerek szállítják a közbenső rostélyra, ahol a varratokat lehűtjük a megfelelő hőmérsékletre.
-
Egyenesítés és köszörülés
- Mérés és előegyenesítés
Az összehegeszett és már lehűtott varral rendelkező sínt bevezetjük a felületkezelő egységbe, amely présből, köszörűből és lézeres mérőrendszerből áll.
Az első lépésben három lézerfej segítségével megmérjük mennyire egyenes, annak megállapítására, hogy a sín meghajlott-e a hegesztés során valamelyik tengelyéhez képest. A mérési eredmény grafikon formájában jelenik meg a monitor képernyőjén. A fent említett grafikon alapján a kezelő szükség esetén a prés hengerei segítségével korrigálja az egyenességet. Addig ismétli a mérési és egyengetési műveleteket, amíg a sín egyenessége a varrat környékén el nem éri a megfelelő egyenességi paramétereket.
- Köszörülés
Az így elkészített varrat a köszörülő állomásra kerül, ahol a sín az automata hegesztés helyén lecsiszolásra kerül, megtartva a sín profilját.
- Mérés, végső egyengetés
A hegesztési varrat köszörülése után a sín a mérőrendszerrel együtt visszatér a présállomásra. Az egyenességet ismét megmérjük, és szükség esetén nyomóhengerek segítségével korrigáljuk úgy, hogy a hegesztési varrat területén az egyenesség a megadott mérettartományon belül legyen. Az egyenességmérési eredmény grafikon formájában a számítógépre kerül, tároljuk, és bármikor kinyomtatható. -
Hegesztett sínek tárolása
A csiszolt és kiegyenesített sínek elektromos hengerek segítségével kerülnek ki a megmunkáló egységből, és adagolókocsik helyezik el a tárolórácsra. Ezután traverzekkel és állandó elektromágnesekkel felszerelt emelők segítségével a raktárba kerülnek, ahol halomba rakva tároljuk a síneket. Ugyanazon emelők segítségével a sínek speciális vagonokra rakhatók az építkezésre történő szállításhoz. A kirakodást cégünk munkatársai által üzemeltetett, erre szakosodott kirakodóvagonnal végezzük.
Nézze meg a folyamat részleteit
-

Síntisztítás
A sín feje és gerince is a rozsdától és a szennyeződésektől való megtisztításra kerül, hogy a lehető legjobb érintkezést biztosítsuk az elektródákkal. -
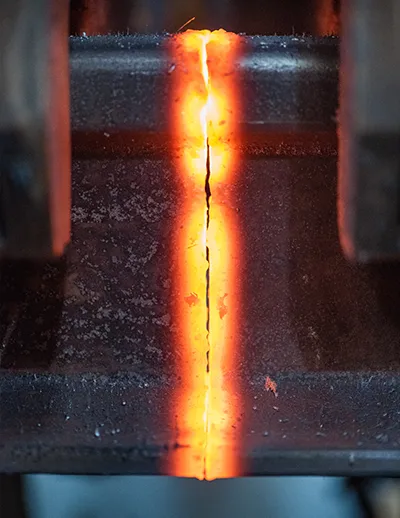
Szikráztatás
Felmelegíti az érintkező felületeket és eltávolítja a szennyeződésmaradványokat. -

Egyesítés
A síneket nagy erővel nyomják, ami garantálja, hogy megfelelnek az ID112 és a PN EN 14587-1 sínhegesztési követelményeknek. -
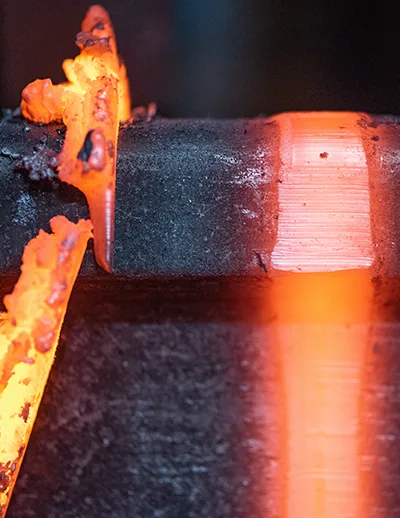
A varratdudorok eltávolítása
A felesleges anyag levágása a sín profiljáról
-

Mérés és egyengetés
A lehűtött sín három lézerfejjel 2 dimenzióban kerül megmérésre, az egyenesség ellenőrzésére. A számítógép ezután kiszámítja a szükséges erő- és nyomáspontot, hogy kijavítsa a normától való eltéréseket. -

Köszörülés
Az automata oldalról és felülről csiszolja a sínfejet, hogy fenntartsa a kívánt görbületet. -

Köszörülés hatása
Egy sima felületű sín nagysebességű vasúthoz. -

Raktározás
A sínek pneumatikus jelölővel kerülnek megjelölésre, valamint azonosító adatokkal ellátott matricát kapnak.
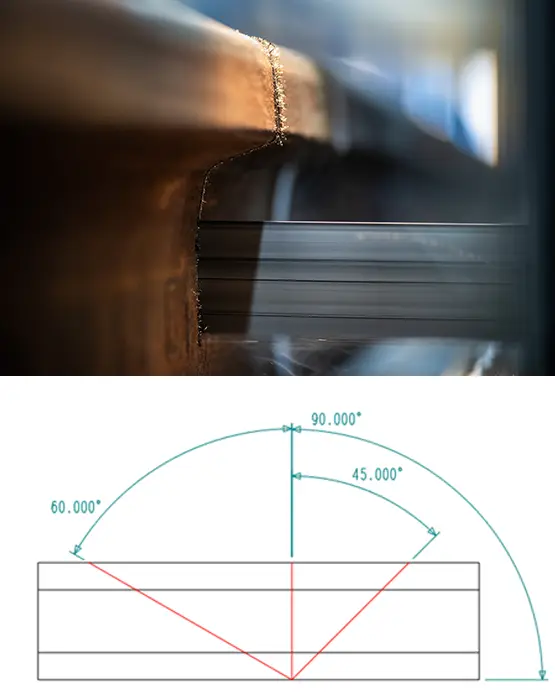
Sínek vágása
Az alábbi sínprofilok esetében: 49E1, 60E1, 54E1, 54E4, 115RE a bemeneti anyagból maximum 120 m hosszúságig a megrendelő által igényelt hosszig (maximum 32 m) kínálunk vágást az alábbi vágási tűrések mellett:
- ≤ 24 m - ± 3 mm
- > 24 m ≤ 32 m - ± 4 mm
A sínvégek merőlegessége 0,6 mm-es mindkét irányban.
Sínek vágása adott szögben - lásd a bal oldali képen.
Sínek lyukasztása
A fent említett sínek gerincébe lyukakat is fúrhatunk Ø 8 mm-től Ø 33 mm-ig.
A lyukak elhelykedésének tűréshatára irányonként ±0,5 mm.
A 60E1A6, 60E1A1, 49E1A3 számú csúcssínek, ugyanúgy mint a többi sínt, maximum 120 m hosszúságú alapanyagból kerülnek kivágásra az ügyfél által igényel hosszúságúra (maximum 32 m-re) az alábbi vágási tűréshatárokkal:
- ≤ 24 m - ± 6 mm
- > 24 m ≤ 32 m - ± 10 mm
A sínvégek merőlegessége 0,6 mm-es mindkét irányban.



