












Jak powstają blachy gorącowalcowane?
Blachy powstają podczas procesu obróbki cieplno-plastycznej.
Obróbka cieplno-plastyczna prowadzona jest w celu uzyskania odpowiedniego kształtu oraz pożądanych własności mechanicznych. W zależności od temperatury, w której prowadzony jest ten proces wyróżniamy:
- obróbkę wysokotemperaturową (na gorąco)
- obróbkę niskotemperaturową (na zimno).
Granicą podziału jest temperatura rekrystalizacji wynosząca w przybliżeniu od 0,5÷0,6 temperatury topnienia odkształcanego metalu, wyrażonej w stopniach Kelwina. Materiały o dużym przekroju odkształcane są na gorąco. Walcowanie blach na gorąco zazwyczaj odbywa się w temperaturze ok. 1200℃.
Dzięki zastosowaniu odpowiednich parametrów procesu, tj. temperatura, stopień gniotu i szybkość odkształcenia, blachy mogą osiągnąć bardzo dobre własności mechaniczne i spawalnicze oraz mogą zostać poddane dalszym procesom. Dzięki obróbce blach w wysokiej temperaturze i tym samym zużywaniu mniejszej ilości energii na ich odkształcenie, blachy gorącowalcowane są tańsze w porównaniu do blach walcowanych na zimno.
Zacznijmy od pojęcia wyrobu płaskiego…
Wyrób płaski jest to wyrób o przekroju prostokątnym, którego szerokość „b” jest znacznie większa od grubości „h”.
Ze względu na szerokość rozróżniamy
- blachy (szerokość b > 600 mm)
- taśmy (szerokość b ≤ 600 mm).
Ze względu na grubość wyroby płaskie dzielimy na
- blachy grube (grubość h > 3 mm
- blachy cienkie (grubość h ≤ 3 mm).
Proces walcowania ciągłego CSP
Materiałem wsadowym do produkcji blach są wlewki płaskie najczęściej pochodzące z procesu ciągłego odlewania stali (COS) lub dawniej z walcowania na walcarce zgniatacz kęsisk płaskich (slabbing). Wlewki nagrzewane są do temperatury 1150÷1250℃. Walcowanie wlewków odbywa się w walcarce ciągłej na blachę taśmową.
Obecnie proces COS jest połączony z procesem walcowania na gorąco w jeden zintegrowany układ np. metoda CSP (rys. 1) (Compact Strip Production).
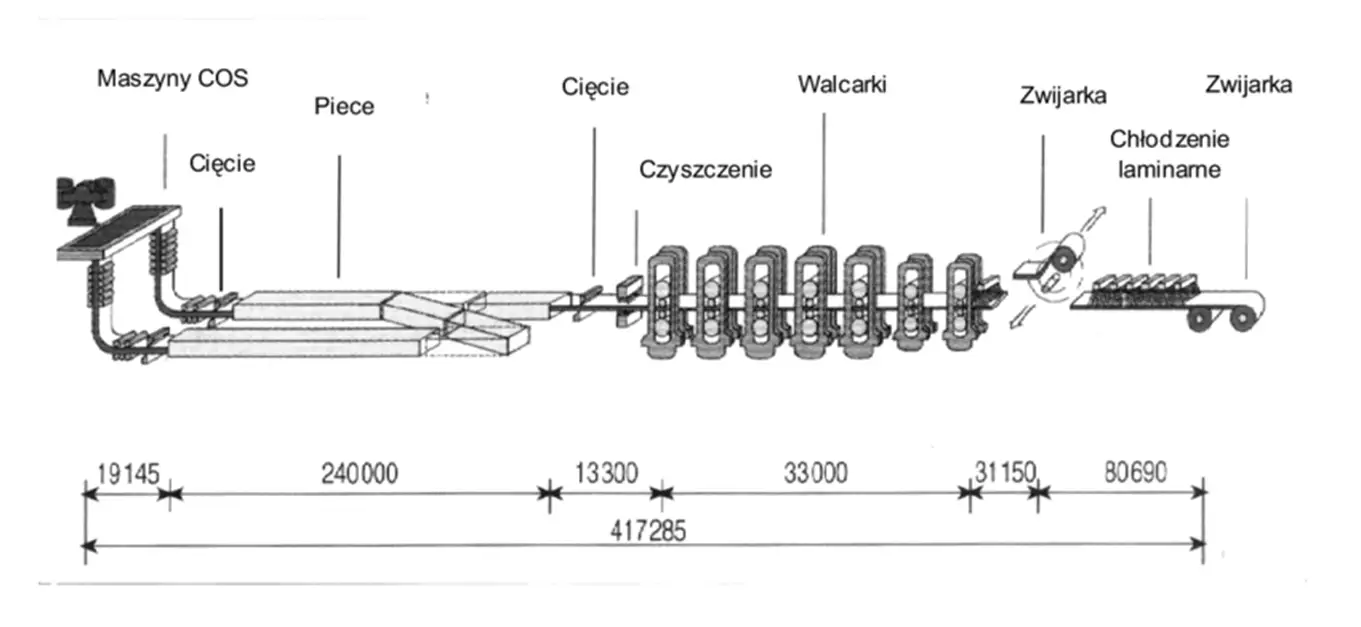
Rys. 1. Instalacja CSP - Compact Strip Production w firmie Thyssen Krupp Stahl AG (źródło: M.Dziarmagowski, T.Kargul, M.Skalski, Rozwój zintegrowanego procesu produkcji blach taśmowych)
Taki sposób wytwarzania blach w znaczącym stopniu skraca linię produkcyjną oraz czas od momentu spustu metalu do kadzi do momentu uzyskania wyrobu gotowego w postaci taśmy.
Po wyjściu z maszyny COS pasmo jest cięte przy pomocy noży i przekazywane na samotokach do pieca grzewczego w celu wyrównania temperatury w całym przekroju. Za piecem zamontowana jest kolejna nożyca oraz urządzenie do zbijania zgorzeliny.
Linię walcowniczą stanowi grupa siedmiu walcarek kwarto. W grupie siedmioklatkowej proces walcowania przebiega w sposób ciągły. W walcarce kwarto realizowane jest zasadnicze odkształcenie, podczas którego następuje zmniejszanie grubości pasma. Blacha po wyjściu z ostatniej klatki może być poddana regulowanemu chłodzeniu natryskiem wodnym w chłodni laminarnej, po czym jest zwijana w kręgi. W typowej linii CSP walcarki kwarto tworzą grupę ciągłą i dodatkowo musi być spełniony warunek ciągłości przepływu materiału pomiędzy walcami walcarek.
Walcarki są sterowane komputerowo na podstawie pomiarów kształtu pasma, temperatury, prędkości walcowania i nacisków na walce. Zintegrowany system walcowania zapewnia zmniejszenie zużycia energii kosztem wykorzystania ciepła zawartego we wlewku, ogranicza zanieczyszczenie środowiska, eliminuje układ wstępny walcarek, skraca linię walcowania i obniża koszty inwestycyjne.
Inne metody wytwarzania blach
Proces wytwarzania blach wraz z rozwojem przemysłu i technologii ewoluował, w związku z tym znane są różne metody wytwarzania, które różnią się np. sposobem grzania (indukcyjne, łukowe, dodatkowy piec grzewczy). Modyfikacje linii powstają ze względu na uniknięcie pęknięć blach oraz zwiększenie wydajności produkcji i obniżenie kosztów.
Obecnie znane są m.in.
- proces CSP – Compact Strip Production
- proces ISP – Inline Strip Production
- proces DSP – Direct Sheet Plant
- proces DSC – Direct Strip Casting
- proces KTN – Krupp Thyssen Nirosta
Cechami charakterystycznymi linii ISP jest tzw. dogniatanie odlewanego pasma, czyli odkształcanie rdzenia wlewka w stanie półciekłym oraz bezpośrednie walcowanie w wysokich temperaturach po wyjściu pasma z linii COS. Inne metody uwzględniają również: zastosowanie dogrzewania pasma w piecach indukcyjnych oraz użycie zwijarek typu Cremona umieszczonych w piecach, przed linią wykańczającą walcarek, w celu wyrównania temperatury w całym kręgu i zmniejszenia różnicy temperatury pomiędzy początkiem a końcem pasma.
Blachy i taśmy walcowane na gorąco znajdują powszechne zastosowanie w przemyśle motoryzacyjnym, lotniczym, energetycznym, budowniczym, czy też w produkcji sprzętu gospodarstwa domowego. Oprócz tego stanowią wsad do walcowania blach i taśm na zimno oraz do wyrobu na zimno kształtowników giętych typu otwartego i zamkniętego. Blachy i taśmy są zwijane w kręgi.
Zalety i wady walcowania na gorąco
Zalety:- zachodzi pełna rekrystalizacja materiału
- opór plastyczny metalu jest bardzo mały, dzięki czemu plastyczność metalu jest wysoka i można łatwo uzyskać skomplikowane kształty,
- zużywana jest duża ilość energii do nagrzewania metalu do temperatury obróbki plastycznej
- powierzchnia stali pokrywana jest warstwą zgorzeliny, którą należy usunąć.
Wróć na główną stronę bloga
Wróć na bloga