












Hogyan készülnek a melegen hengerelt lemezek?
A lemezek a hőre lágyuló műanyag feldolgozás során alakulnak ki.
A hőre lágyuló képlékeny kezelést a megfelelő alak és a kívánt mechanikai tulajdonságok elérése érdekében végzik. A hőmérséklet függvényében, amelyen a folyamatot végzik, megkülönböztetünk:
- magas hőmérsékletű (forró) kezelés
- alacsony hőmérsékletű (hideg) feldolgozás.
A felosztás határa az átkristályosítási hőmérséklet, amely az alakítandó fém olvadáspontjának körülbelül 0,5÷0,6-a, Kelvin fokban kifejezve. A nagy keresztmetszetű anyagokat melegen deformálják. A fémlemezek meleghengerlését általában körülbelül 1200 ℃ hőmérsékleten végzik.
A megfelelő folyamatparaméterek, azaz a hőmérséklet, a gyűrődés mértéke és az alakváltozási sebesség alkalmazásával a lemezek nagyon jó mechanikai és hegesztési tulajdonságokat érhetnek el, és további folyamatoknak vethetők alá. A lemezek magas hőmérsékleten történő feldolgozásának köszönhetően, és mivel így kevesebb energiát kell felhasználni a lemezek deformálásához, a melegen hengerelt lemezek olcsóbbak a hidegen hengerelt lemezekhez képest.
Kezdjük a lapos termék fogalmával...
A lapos termék olyan téglalap keresztmetszetű termék, amelynek "b" szélessége sokkal nagyobb, mint "h" vastagsága.
A szélesség tekintetében megkülönböztetünk
- lapok (b szélesség > 600 mm)
- szalagok (b szélesség ≤ 600 mm).
A vastagság szempontjából a lapos termékeket a következőkre osztjuk fel
- lemezek (vastagság h > 3 mm)
- vékony lemezek (h ≤ 3 mm vastagság).
Folyamatos hengerlési eljárás CSP
A lemezek gyártásának alapanyaga lapos ingot, amely leggyakrabban folyamatos acélöntésből (COS ) vagy régebben szalaghengerművön történő hengerlésből származik. Az ingotokat 1150÷1250 ℃ hőmérsékletre melegítik. Az ingotok hengerlése folyamatos hengerműben történik szalaglemezre.
Napjainkban a COS-eljárást a meleghengerlési eljárással kombinálják egy integrált rendszerben, pl. a CSP-módszer (1. ábra) (Compact Strip Production).
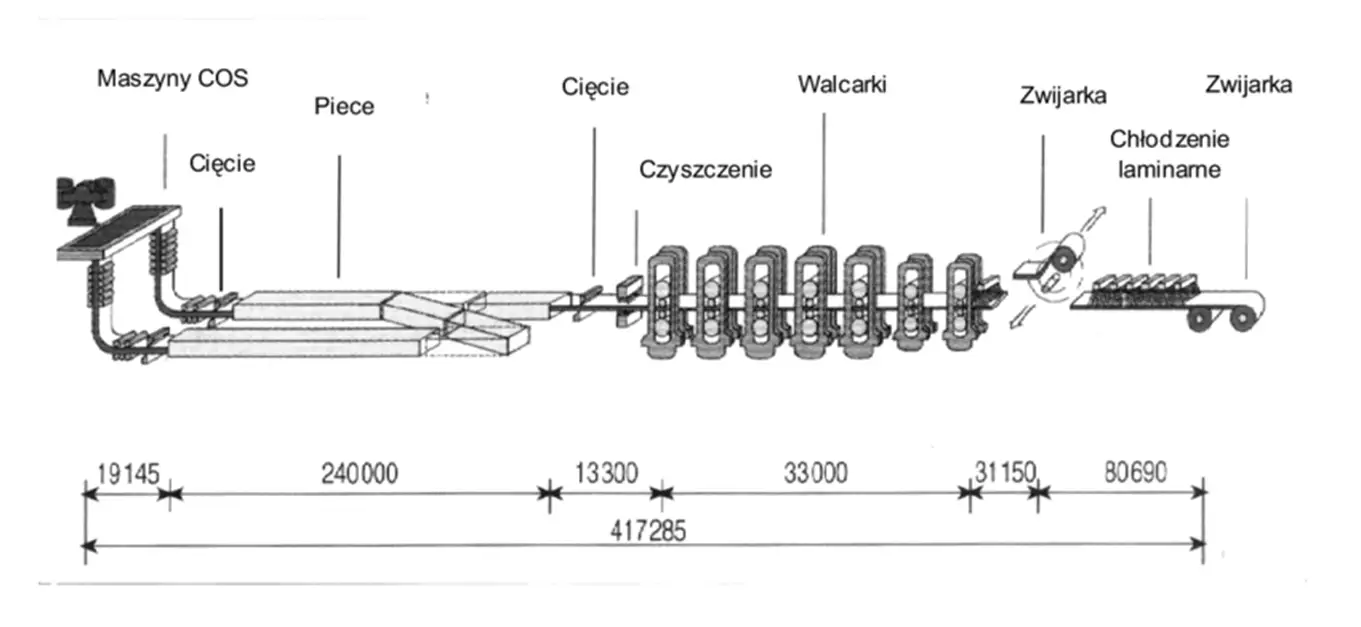
1. ábra CSP-berendezés - Compact Strip Production a Thyssen Krupp Stahl AG-nál (forrás: M.Dziarmagowski, T.Kargul, M.Skalski, Development of an integrated strip sheet production process)
Ez a lemezgyártási módszer jelentősen lerövidíti a gyártósor hosszát és a fémnek a merőkádba való bevezetésétől a kész szalagtermékig tartó időt.
A COS-gépből való kilépés után a szalagot késekkel vágják le, és önmozgatókon egy fűtőkemencébe viszik, hogy a hőmérsékletet a szakaszon kiegyenlítsék. A kemence mögött egy másik nyíró és egy szikkasztó berendezés van felszerelve.
A hengersor hét kvart-hengerből álló csoportból áll. A hét állomásból álló csoportban a hengerlési folyamat folyamatos. A kvart-hengerműben alapvető deformációt hajtanak végre, amelynek során a szalag vastagsága csökken. Az utolsó ketrec elhagyása után a lemez szabályozott hűtésnek vethető alá vízpermetezéssel egy lamináris hűtőtoronyban, majd tekercsekbe hengerlik. Egy tipikus CSP-vonalon a kvart-hengerek egy folyamatos csoportot alkotnak, és emellett a hengerek közötti folyamatos anyagáramlás feltételének is meg kell felelni.
A hengereket számítógép vezérli a szalag alakjának, a hőmérsékletnek, a hengerlési sebességnek és a hengernyomásnak a mérése alapján. Az integrált hengerlési rendszer biztosítja a csökkentett energiafogyasztást a következők rovására az ingotban lévő hő felhasználását, csökkenti a környezetszennyezést, kiküszöböli az előhengerlési rendszert, lerövidíti a hengerlési sort és csökkenti a beruházási költségeket.
Egyéb lemezkészítési módszerek
A lemezgyártás folyamata az ipar és a technológia fejlődésével fejlődött, és ennek eredményeképpen különböző gyártási módszerek ismertek, amelyek például a fűtési módszerben (indukciós, íves, kiegészítő fűtőkemencében) különböznek egymástól. A lemezek repedésének elkerülése, valamint a gyártási hatékonyság növelése és a költségek csökkentése érdekében soronként módosítanak.
Jelenleg a következők ismertek
- cSP-eljárás - Kompakt szalaggyártás
- az ISP-eljárás - Inline Strip Production
- dSP-eljárás - Direct Sheet Plant
- dSC-eljárás - közvetlen szalagöntés
- kTN-eljárás - Krupp Thyssen Nirosta
Az ISP-vonal jellemzője az öntött szalag úgynevezett újramelegítése, azaz az ingot magjának félfolyékony állapotban történő deformálása és a COS-vonalból való kilépés után a szalag magas hőmérsékleten történő közvetlen hengerlése. Más módszerek közé tartozik még: a szál indukciós kemencékben történő újramelegítése és a hengerek befejező sora előtt a kemencékben elhelyezett Cremona típusú tekercselők használata a tekercs hőmérsékletének kiegyenlítése és a szál eleje és vége közötti hőmérsékletkülönbség csökkentése érdekében.
A melegen hengerelt lemezeket és szalagokat széles körben használják az autóiparban, a repülőgépiparban, az energiaiparban, az építőiparban és a háztartási készülékgyártásban. Ezenkívül alapanyagként szolgálnak a lemezek és szalagok hideghengerléséhez, valamint a nyitott és zárt végű hajlított szelvények hideg előállításához. A lemezeket és szalagokat tekercselik.
A meleghengerlés előnyei és hátrányai
Előnyök:- az anyag teljes átkristályosítása megtörténik
- a fém képlékeny ellenállása nagyon alacsony, így a fém képlékenysége nagy, és könnyen elérhetők összetett formák,
- a fémnek az alakítási hőmérsékletre való felmelegítése nagy energiát igényel
- az acél felületét egy vízkőréteg borítja, amelyet el kell távolítani.
Vissza a blog főoldalára
Vissza a blog oldalra